Vernier callipers. Specifications
Дата введения 1 января 1991 г.
Взамен ГОСТ 166-80
Настоящий стандарт распространяется на штангенциркули, предназначенные для измерения наружных и внутренних размеров до 2000 мм, а также штангенциркули специального назначения для измерения канавок на наружных и внутренних поверхностях, проточек, расстояний между осями отверстий малых диаметров и стенок труб.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 2).
1. Типы, основные параметры и размеры
1.1. Штангенциркули следует изготовлять следующих основных типов:
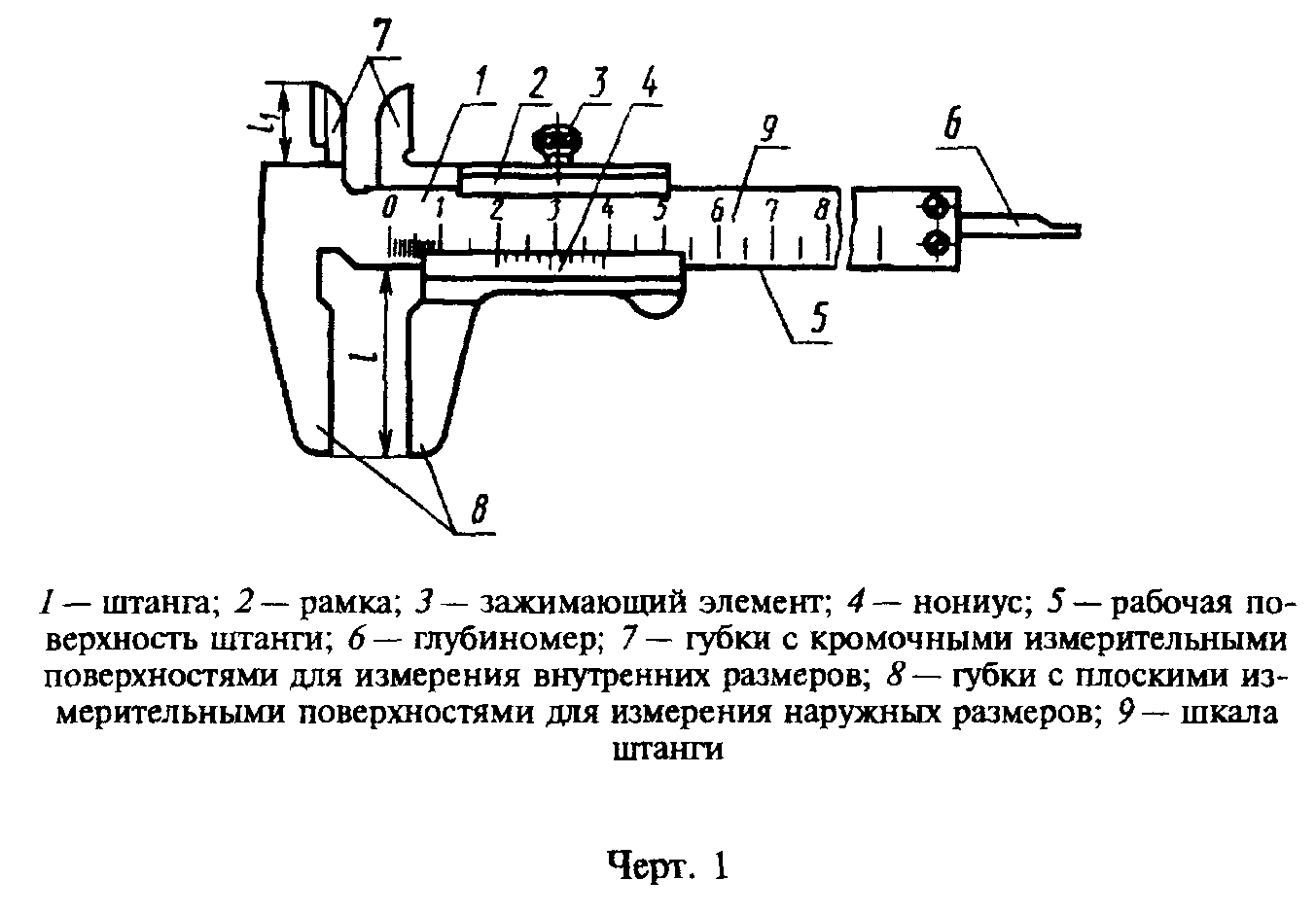
I - двусторонние с глубиномером (черт. 1);
Т-1 - односторонние с глубиномером с измерительными поверхностями из твердых сплавов (черт. 2);
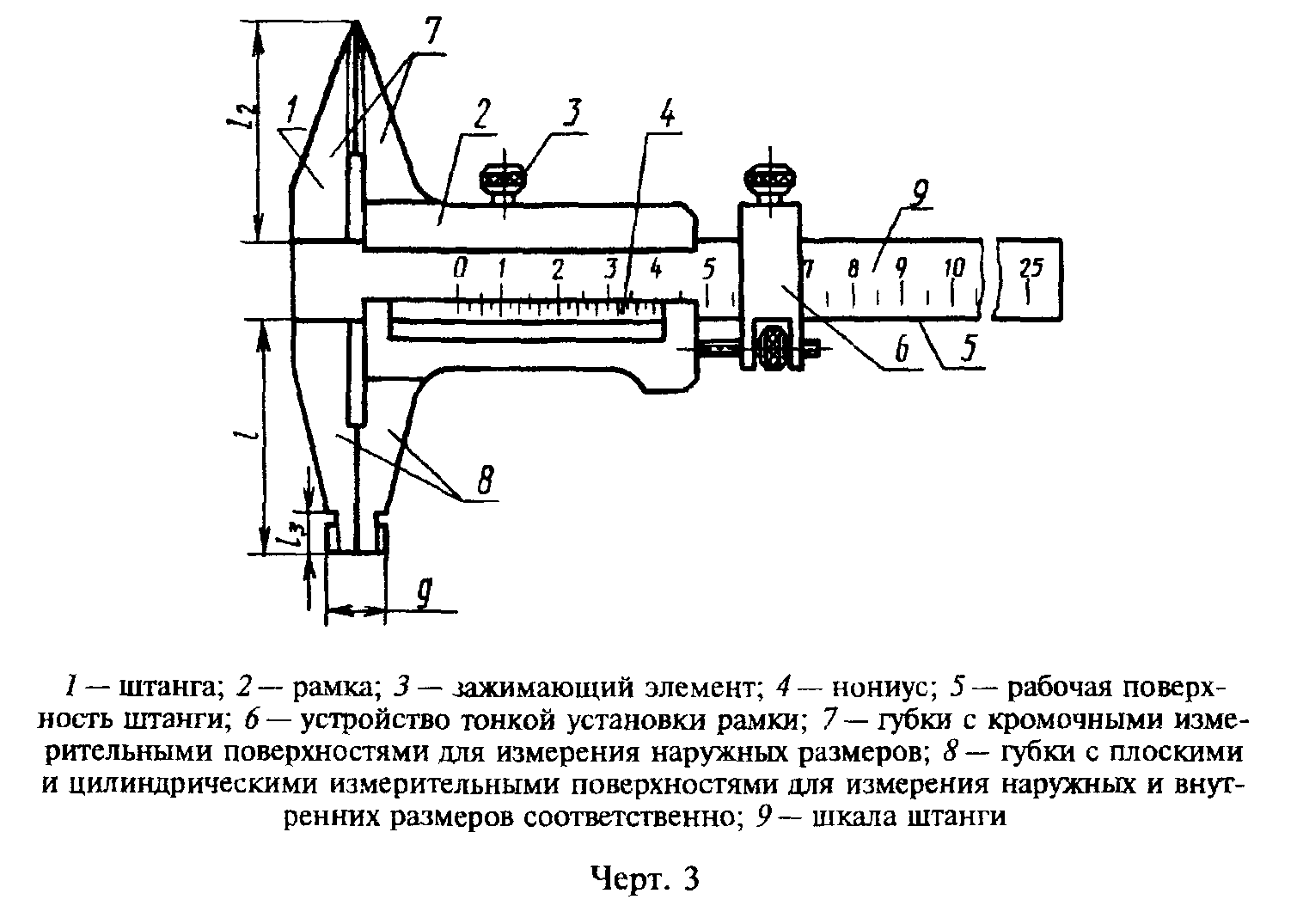
II - двусторонние (черт. 3);
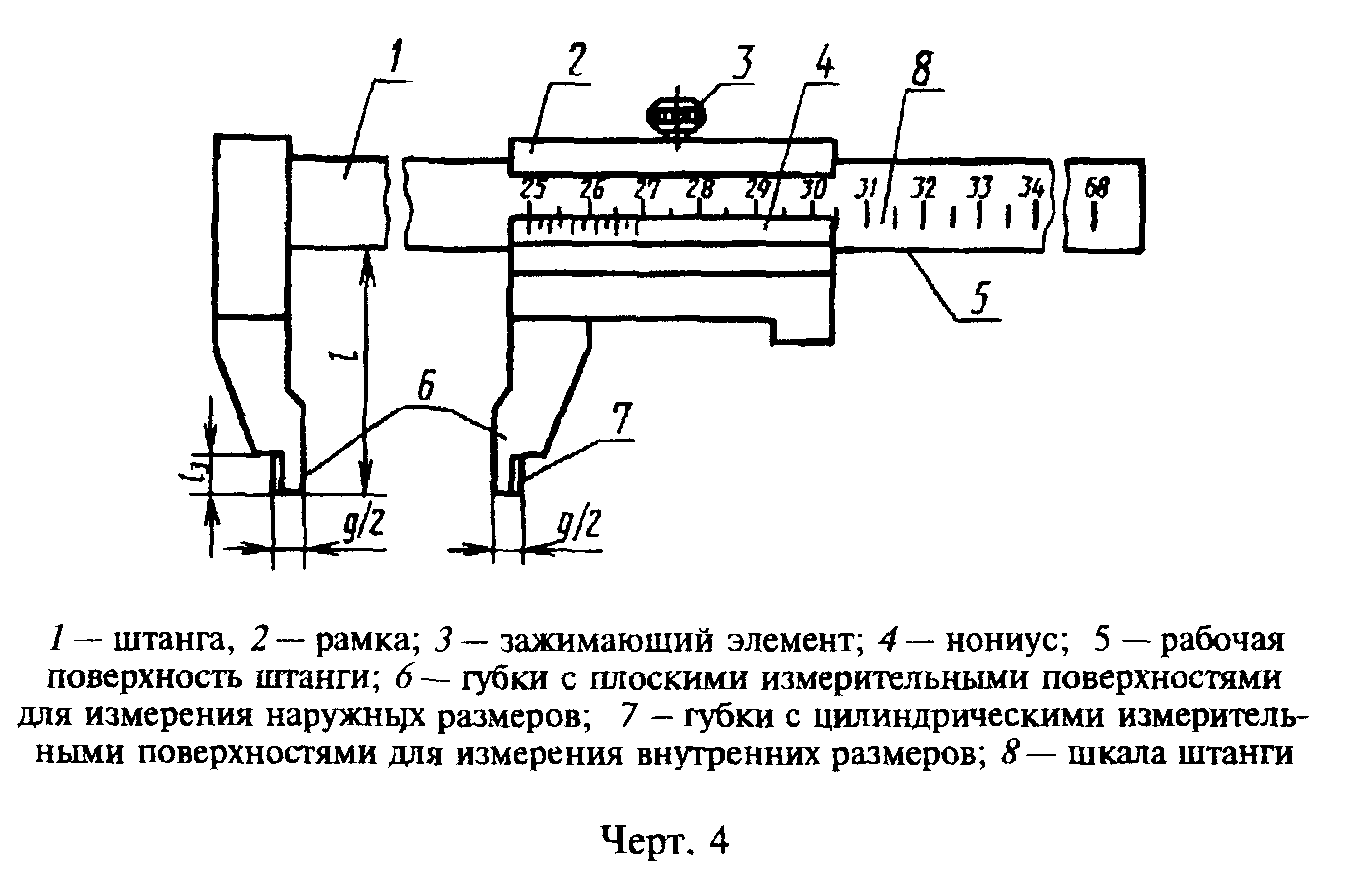
III - односторонние (черт. 4).
Примечание. Допускается оснащать штангенциркули приспособлениями или вспомогательными измерительными поверхностями для расширения функциональных возможностей (измерения высот, уступов и др.).
 | |
| 1353 × 941 пикс. Открыть в новом окне | |
 | |
| 1531 × 753 пикс. Открыть в новом окне | |
 | |
| 1509 × 1075 пикс. Открыть в новом окне | |
 | |
| 1356 × 887 пикс. Открыть в новом окне | |
(Измененная редакция, Изм. N 1).
1.2. Штангенциркули следует изготовлять с отсчетом по нониусу (ШЦ) (черт. 1-4) или с отсчетом по круговой шкале (ШЦК) (черт. 5), или с цифровым отсчетным устройством (ШЦЦ) (черт. 6).
 | |
| 803 × 672 пикс. Открыть в новом окне | |
 | |
| 694 × 706 пикс. Открыть в новом окне | |
Примечание. Черт. 1-6 не определяют конструкцию штангенциркулей.
1.3. Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы и шаг дискретности цифрового отсчетного устройства штангенциркулей должны соответствовать указанным в табл. 1.
Таблица 1
мм
+----------------+-----------------+------------------+-----------------+
| Диапазон |Значение отсчета | Цена деления |Шаг дискретности |
| измерения | по нониусу | круговой шкалы | цифрового |
|штангенциркулей | | отсчетного | отсчетного |
| | | устройства | устройства |
+----------------+-----------------+------------------+-----------------+
| 0-125 | 0,05; 0,1 | 0,02; 0,05; 0,1 | 0,01 |
| | | | |
| 0-135 | | | |
| | | | |
| 0-150 | | | |
| | | | |
| 0-160 | | | |
| | | | |
| 0-200 | | | |
| | | | |
| 0-250 | | | |
| | | | |
| 0-300 | | | |
| | +------------------+ |
| 0-400 | | - | |
| | | | |
| 0-500 | | | |
| | | | |
| 250-630 | | | |
| | | | |
| 250-800 | | | |
| +-----------------+ +-----------------+
| 320-1000 | 0,1 | | - |
| | | | |
| 500-1250 | | | |
| | | | |
| 500-1600 | | | |
| | | | |
| 800-2000 | | | |
+----------------+-----------------+------------------+-----------------+
Примечания:
1. Нижний предел измерения у штангенциркулей с верхним пределом до 400 мм установлен для измерения наружных размеров.
2. У штангенциркулей типа T-I диапазон измерения относится только к измерениям наружных размеров и глубины.
3. Верхний предел измерения штангенциркулей типов I и T-I должен быть не более 300 мм.
4. Допускается изготовлять штангенциркули с раздельными нониусами или шкалами для измерения наружных и внутренних размеров.
5. Допускается изготовлять штангенциркули типа III с поверхностями для измерения наружных размеров из твердого сплава. (Твердый сплав по ГОСТ 3882).
Пример условного обозначения штангенциркуля типа II с диапазоном измерения 0-250 мм и значением отсчета по нониусу 0,05 мм:
Штангенциркуль ШЦ-II-250-0,05 ГОСТ 166-89
То же, штангенциркуля типа II с диапазоном измерения 250-630 мм и значением отсчета по нониусу 0,1 мм, класса точности 1:
Штангенциркуль ШЦ-II-250-630-0,1-1 ГОСТ 166-89
То же, штангенциркуля типа I с диапазоном измерения 0-150 мм с ценой деления круговой шкалы 0,02 мм:
Штангенциркуль ШЦК-I-150-0,02 ГОСТ 166-89
То же, штангенциркуля типа I с диапазоном измерения 0-125 мм с шагом дискретности цифрового отсчетного устройства 0,01 мм:
Штангенциркуль ШЦЦ-I-125-0,01 ГОСТ 166-89
1.4. Штангенциркули типов II и III, комплектуемые приспособлением для разметки, следует оснащать устройством для тонкой установки рамки (черт. 3).
Для тонкой установки рамки допускается применять микрометрическую подачу.
1.5. Вылет губок l и  для измерения наружных размеров и вылет губок
для измерения наружных размеров и вылет губок  и
и  для измерения внутренних размеров должен соответствовать указанным в табл. 2 (черт. 1-4).
для измерения внутренних размеров должен соответствовать указанным в табл. 2 (черт. 1-4).
Таблица 2
мм
+-----------+---------------------+------------+----------+-------------+
| Диапазон | l | l_1 | l_2 | l_3 |
| измерения +---------+-----------+------------+----------+-------------+
| |не менее | не более | не менее |
+-----------+---------+-----------+------------+----------+-------------+
| 0-125 | 35 | 42 | 15 | - | - |
| | | | | | |
| 0-135 | 38 | 42 | 16 | - | - |
| | | | | | |
| 0-150 | 38 | 42 | 16 | - | - |
| | | | | | |
| 0-160 | 45 | 50 | 16 | 16 | 6 |
| | | | | | |
| 0-200 | 50 | 63 | 16 | 20 | 8 |
| | | | | | |
| 0-250 | 60 | 80 | 16 | 25 | 10 |
| | | | | | |
| 0-300 | 63 | 100 | 22 | 30 | 10 |
| | | | | | |
| 0-400 | 63 | 125 | - | 30 | 10 |
+-----------+---------+-----------+------------+----------+-------------+
| 0-500 | 80 | 160 | - | 40 | 15 |
| | | | | | |
| 250-630 | | 200 | - | 40 | 15 |
| | | | | | |
| 250-800 | | 200 | - | 50 | 15 |
| | | | | | |
| 320-1000 | | 200 | - | 50 | 20 |
+-----------+---------+-----------+------------+----------+-------------+
| 500-1250 | 100 | 300 | - | 63 | 20 |
| | | | | | |
| 500-1600 | | | - | | |
| | | | | | |
| 800-2000 | | | - | | |
+-----------+---------+-----------+------------+----------+-------------+
(Измененная редакция, Изм. N 1, 2).
1.6. Штангенциркули типов II и III с губками для измерения внутренних размеров должны иметь цилиндрическую измерительную поверхность с радиусом не более половины суммарной толщины губок (не более g/2).
Для штангенциркулей с пределом измерения до 400 мм размер g (черт. 3-4) не должен превышать 10 мм, а для штангенциркулей с верхним пределом измерения свыше 400 мм - 20 мм.
1.7. Длину нониуса следует выбирать из ряда: 9; 19; 39 мм - при значении отсчета по нониусу 0,1 мм; 19; 30 мм - при значении отсчета по нониусу 0,05 мм.
Длинные штрихи нониуса допускается отмечать целыми числами.
1.8. Штангенциркули с цифровым отсчетным устройством должны обеспечивать выполнение функций, характеризующих степень автоматизации, в соответствии с перечнем (по приложению).